




ଫ୍ରଣ୍ଟ୍ ବମ୍ପର ASSY ଯାଞ୍ଚ ଫିକ୍ଚର୍ |
ଭିଡିଓ
କାର୍ଯ୍ୟ
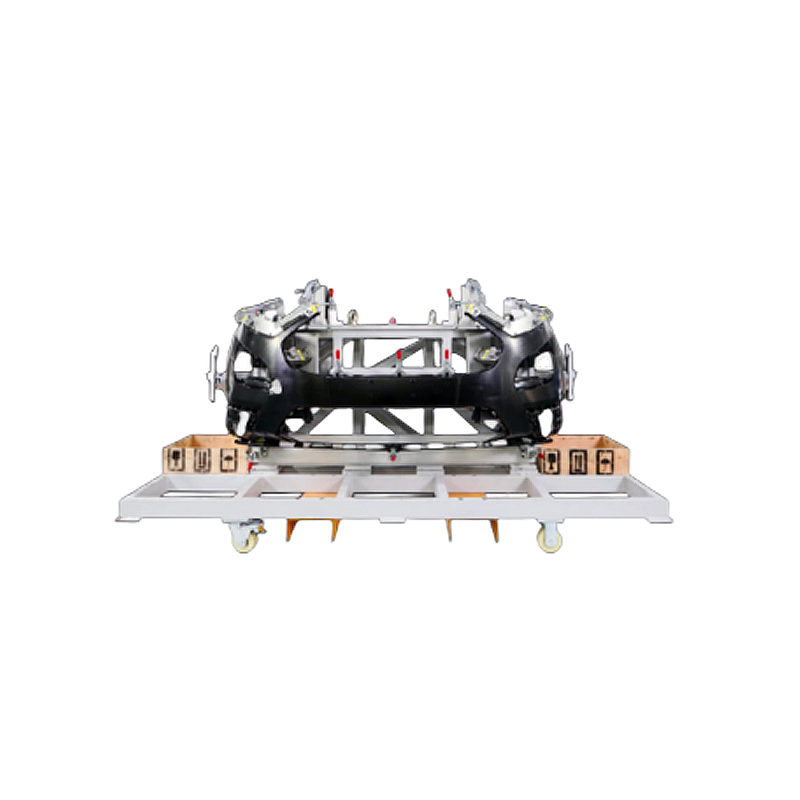
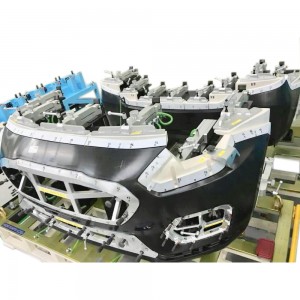
ସାମ୍ନା ବମ୍ପର ଆସେମ୍ବଲି ପାଇଁ ଫିକ୍ଚର୍ ଯାଞ୍ଚ କରନ୍ତୁ |ଏହା ହେଉଛି ଅଟୋମୋବାଇଲ୍ ପାର୍ଟସ୍ ଫ୍ରଣ୍ଟ ବମ୍ପର ଆସେମ୍ବଲି ଯାଞ୍ଚ ଉପକରଣ, ବୃତ୍ତିଗତ ମାପ ଉପକରଣଗୁଡ଼ିକୁ ବଦଳାଇବା ପାଇଁ ଯେପରିକି ସୁଗମ ପ୍ଲଗ୍ ଗେଜ୍, ସ୍କ୍ରୁ ପ୍ଲଗ୍ ଗେଜ୍, ବାହ୍ୟ ବ୍ୟାସ କାଲିପର୍ ଗେଜ୍ ଇତ୍ୟାଦି ସାମ୍ନା ବମ୍ପର ଆସେମ୍ବଲି ଚିହ୍ନଟ କରିବା, ଅଂଶଗୁଡ଼ିକ ଯୋଗ୍ୟ କି ନୁହେଁ ତାହା ବିଚାର କରିବା |
ପ୍ରୟୋଗ କ୍ଷେତ୍ର
ଅଟୋମୋବାଇଲ୍ ଶିଳ୍ପ ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ |
ଅଟୋମୋବାଇଲ୍ ଉତ୍ପାଦନ ଲାଇନ ଉତ୍ପାଦନ କ୍ଷମତା ଉନ୍ନତ ହୁଏ |
ନିର୍ଦ୍ଦିଷ୍ଟକରଣ
| ଫିକ୍ଚର ପ୍ରକାର: | ବିଧାନସଭା ପ୍ଲାଷ୍ଟିକ୍ ଅଂଶଗୁଡିକ ଯାଞ୍ଚ ଯାଞ୍ଚ | |
| ଆକାର: | 1450 * 980 * 1180 |
| ଓଜନ: | 145KG |
ଉତ୍ପାଦ ବିବରଣୀ
ବିସ୍ତୃତ ପରିଚୟ
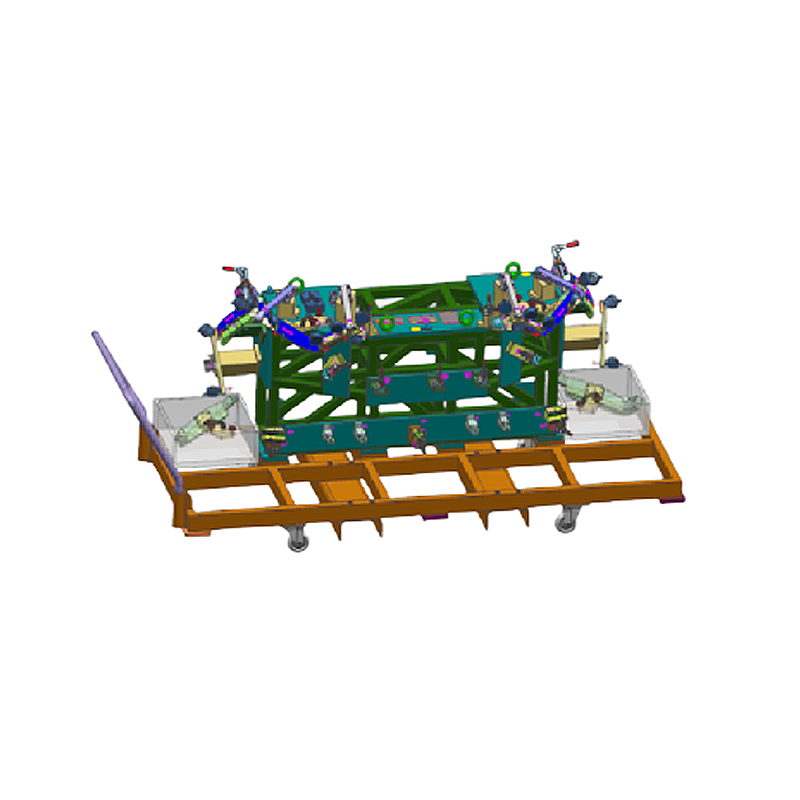
ଏହା ହେଉଛି ଏକ ଫ୍ରଣ୍ଟ୍ ବମ୍ପର ASSY ଚେକିଂ ଫିକ୍ଚର୍, ଯାହା ଅନ୍ତର୍ଭୂକ୍ତ କରେ: ଟେବୁଲ୍ ୱର୍କବେଞ୍ଚର ଉଭୟ ପାର୍ଶ୍ୱରେ ଅବସ୍ଥିତ, ଏବଂ ପ୍ରଥମ ବ୍ରାକେଟ୍ ମାଧ୍ୟମରେ ଡୋବେଲ୍ ପିନକୁ ସମର୍ଥନ କରେ, ବିଧାନସଭା ପୂର୍ବରୁ ବାରରେ ଏକ ସ୍କାଫୋଲ୍ଡ ପିନ୍ଧିବା ପାଇଁ ପୋଜିସନ୍ ପିନ: ପ୍ରଥମ ବ୍ରାକେଟ୍ ପୂର୍ବରୁ ବାର୍ ସେଟ୍ କରନ୍ତୁ | ଏବଂ ବ୍ରାକେଟ୍ ଆସେମ୍ବଲିରେ ପ୍ରତିରୋଧ ପ୍ରଥମେ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବିମାନ ଏବଂ ଦ୍ୱିତୀୟ ଅବସ୍ଥାନ ପୃଷ୍ଠ: ଦ୍ୱିତୀୟ ବ୍ରାକେଟ୍, ଦ୍ୱିତୀୟ ବ୍ରାକେଟ୍ ଗୁଡିକ ବିଧାନସଭା ପୂର୍ବରୁ ବାରରେ ଷ୍ଟେଣ୍ଟର ଅସଙ୍ଗତ ତୃତୀୟ ଅବସ୍ଥାନ ପୃଷ୍ଠ: ତୃତୀୟ ସମର୍ଥନ ସିଟ୍: ଏବଂ ଉପର ମୁଣ୍ଡରେ ବ୍ୟବହୃତ ଟର୍ନିଂ ପ୍ରେସର ଆସେମ୍ବଲି | ୱର୍କଟେବଲ୍ ର ଆଗ ଦଣ୍ଡିକାରେ ସପୋର୍ଟ ଆସେମ୍ବଲିର: ଯେଉଁଠାରେ, ତୃତୀୟ ସପୋର୍ଟ ସିଟ୍, ଦ୍ୱିତୀୟ ପୋଜିସନ୍ ଭୂପୃଷ୍ଠ ଏବଂ ତୃତୀୟ ପୋଜିସନ୍ ଭୂପୃଷ୍ଠ ଏକ ଟେଷ୍ଟ୍ ପିନ୍ ସହିତ ଗତିଶୀଳ ଭାବରେ ସ୍ଥାପିତ ହୋଇଛି ଯାହା ଆଗ ଦଣ୍ଡିକାରେ ସପୋର୍ଟ ଆସେମ୍ବଲିର ମାଉଣ୍ଟିଂ ଛିଦ୍ର ଦେଇ ଯାଇପାରେ | ।ୟୁଟିଲିଟି ମଡେଲ୍ ଆଗ ଦଣ୍ଡିକାରେ ସପୋର୍ଟ ଆସେମ୍ବଲି ଖୋଜିବା ପାଇଁ ପୋଜିସନ୍ ପିନ ବ୍ୟବହାର କରେ, ଏବଂ ପ୍ରତ୍ୟେକ ପୋଜିସନ୍ ଭୂପୃଷ୍ଠ ସହିତ ଆଲାଇନ୍ ହୁଏ, ଏବଂ ତା’ପରେ ଓଲଟାଇ ଉପାଦାନକୁ ଦବାଇ ଲକ୍ କରେ, ଏବଂ ଶେଷରେ ସପୋର୍ଟ ଆସେମ୍ବଲିର ଇନଷ୍ଟଲ୍ ଛିଦ୍ର ଅଛି କି ନାହିଁ ଜାଣିବା ପାଇଁ ଶେଷରେ ପ୍ରତ୍ୟେକ ଚିହ୍ନଟ ପିନ ବ୍ୟବହାର କରେ | ଅତୀତରେ କ୍ଲାନ୍ତ ଚିହ୍ନଟ ଏବଂ ତ୍ରୁଟିର ଅସୁବିଧାକୁ ଏଡାଇବା ପାଇଁ ସାମ୍ନା ଦଣ୍ଡଟି ଅନୁରୂପ ଅଟେ | ୟୁଟିଲିଟି ମଡେଲ୍ ଏକ ଅଟୋମୋବାଇଲ୍ ଫ୍ରଣ୍ଟ ବମ୍ପର ଆସେମ୍ବଲି ଯାଞ୍ଚ ଉପକରଣ ସହିତ ଜଡିତ, ଯାହା ଏକ ଯାଞ୍ଚ ଉପକରଣ ଉପକରଣକୁ ଧାରଣ କରିଥାଏ, ଯେଉଁଥିରେ ଏକ ଭୂପୃଷ୍ଠ ଚିହ୍ନଟ ବ୍ଲକ ଏବଂ a ଛିଦ୍ର ଚିହ୍ନଟ ବ୍ଲକ ସମରୂପ ଭାବରେ ବ୍ୟବହୃତ ହୋଇଛି |ଏହାର ନିମ୍ନଲିଖିତ ବ characteristics ଶିଷ୍ଟ୍ୟଗୁଡିକ ଅଛି: ୱାର୍କସିପ୍ ଗାତର ବୋର ଲଗ୍ ଲଗାଇବା ପରେ ଫିକ୍ସରର ମୂଳ, ୱାର୍କସିପ୍ ର ଗର୍ତ୍ତ ଦେଇ ସୀମିତ ରଖିବା ପାଇଁ ୱାର୍କସିପ୍, ୱାର୍କସିପ୍ ର ଉଭୟ ମୁଣ୍ଡରେ ଥିବା ଫେସ୍ ଡିଟେକସନ ବ୍ଲକ୍ରେ ରଖିବା ଏବଂ ଚେହେରା ଚିହ୍ନଟ ସହିତ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ବ୍ୟବଧାନ ରଖିବା | ବ୍ଲକ୍, ମାପ ଉପକରଣ ଯାଞ୍ଚ ପୃଷ୍ଠକୁ ବ୍ୟବହାର କରି ଗରିବଙ୍କ ମଧ୍ୟରେ ୱାର୍କସିପ୍ ତଳ ପ୍ଲେନ୍ ଫାଙ୍କା ଏବଂ ମାଉଣ୍ଟିଙ୍ଗ୍ ଛିଦ୍ରଗୁଡିକର ଅବସ୍ଥାନରେ ଥିବା ଗାତ ଚିହ୍ନଟ ବ୍ଲକ୍ କଳାକୃତି ମାଧ୍ୟମରେ ଶେଷ ହୁଏ |ଉପଯୋଗୀ ମଡେଲରେ ସରଳ ଗଠନର ସୁବିଧା ଅଛି, କେବଳ ଏହାର ନିର୍ଭରଯୋଗ୍ୟ ଏବଂ ସ୍ଥିର ସମର୍ଥନ, ସୁବିଧାଜନକ ଦ୍ରୁତ ଏବଂ ସଠିକ୍ ଚିହ୍ନଟକୁ ସୁନିଶ୍ଚିତ କରିବା ପାଇଁ ନୁହେଁ, ବରଂ ଏହାର ସଂରଚନାକୁ ଆହୁରି ସରଳ କରିବା ପାଇଁ, ଏବଂ ଏହିପରି କର୍ମଚାରୀଙ୍କ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ବହୁଗୁଣିତ କରିଥାଏ |
କାର୍ଯ୍ୟ ପ୍ରବାହ
1. କ୍ରୟ କ୍ରମ ଗ୍ରହଣ-——->2. ଡିଜାଇନ୍-——->3. ଚିତ୍ରାଙ୍କନ / ସମାଧାନ ନିଶ୍ଚିତ କରିବା |-——->4. ସାମଗ୍ରୀ ପ୍ରସ୍ତୁତ କରନ୍ତୁ |-——->5. CNC-——->6. CMM-——->6. ଏକତ୍ର କରିବା |-——->7. CMM-> 8. ଯାଞ୍ଚ |-——->9. (ଆବଶ୍ୟକ ହେଲେ ତୃତୀୟ ଭାଗ ଯାଞ୍ଚ)-——->10. (ସାଇଟରେ ଆଭ୍ୟନ୍ତରୀଣ / ଗ୍ରାହକ)-——->11. ପ୍ୟାକିଂ (କାଠ ବାକ୍ସ)-——->12. ବିତରଣ
ବିକ୍ରୟ ପରେ ସେବା |
ଉ: ଯାନ୍ତ୍ରିକ ଡକ୍ୟୁମେଣ୍ଟେସନ୍ ଏବଂ ଟ୍ରେନିଂ ଯୋଗାଇବା |
B. ଅତିରିକ୍ତ ଅଂଶ ତାଲିକା ଯୋଗାଇବା |
C. ସୁପାରିଶ କରାଯାଇଥିବା ସ୍ପେୟାର୍ ଏବଂ ରିପ୍ଲେସମେଣ୍ଟ୍ ଅଂଶ |
D. ନିର୍ଭରଯୋଗ୍ୟତା ଏବଂ ରକ୍ଷଣାବେକ୍ଷଣ |
E. ଗ୍ରାହକ ସାଇଟରେ ଉପକରଣ ସ୍ଥାପନ
F. ହୋମ-ଲାଇନ୍ ସମର୍ଥନ / ଉତ୍ପାଦନ ସମର୍ଥନ |
G. ଗ୍ରାହକ ସାଇଟରେ କମିଶନ / ସମସ୍ୟାର ସମାଧାନ ପାଇଁ ସୁଦୂର ଯାନ୍ତ୍ରିକ ସହାୟତା |
ପ୍ରକ୍ରିୟା
CNC ମେସିନିଂ (ମିଲିଂ / ଟର୍ନିଂ), ଗ୍ରାଇଣ୍ଡିଂ |
ଇଲେକ୍ଟ୍ରୋପ୍ଲେଟିଂ କ୍ରୋମିୟମ୍ ଏବଂ ବ୍ଲାକ୍ ଆନାଡାଇଜଡ୍ ଚିକିତ୍ସା |
ଡିଜାଇନ୍ ଘଣ୍ଟା (ଘ): 40 ଘଣ୍ଟା |
ନିର୍ମାଣ ଘଣ୍ଟା (ଘ): 150 ଘଣ୍ଟା |
ଗୁଣବତ୍ତା ନିୟନ୍ତ୍ରଣ
CMM (3D କୋର୍ଡିନେଟ୍ ମାପ ମେସିନ୍), Vms-2515G 2D ପ୍ରୋଜେକ୍ଟର୍, HR-150 ଏକ କଠିନତା ପରୀକ୍ଷଣକାରୀ |
ତୃତୀୟ ପକ୍ଷ ସାର୍ଟିଫିକେଟ୍ ଶେନ୍ଜେନ୍ ସିଲଭର ବେସ୍ ଟେଷ୍ଟିଂ ଟେକ୍ନୋଲୋଜି କୋ, ଲିମିଟେଡ୍, ISO17025 ସାର୍ଟିଫିକେଟ୍ ଦ୍ୱାରା କରାଯାଇଛି |


.png)
.png)